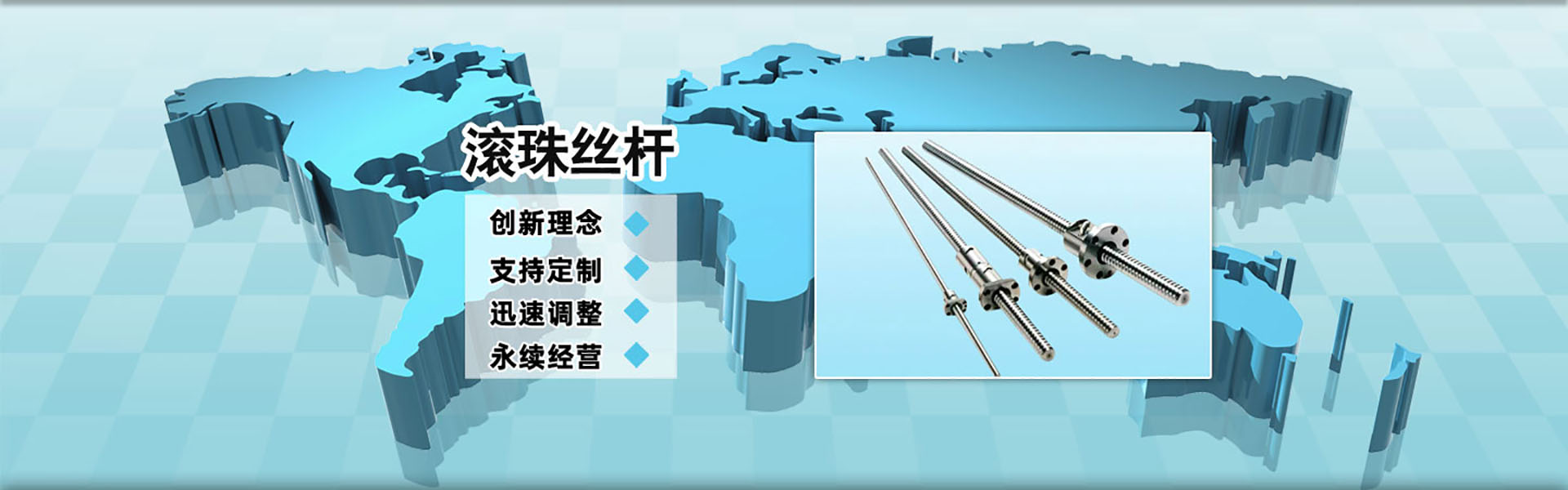
傳動(dòng)絲桿作為精密機(jī)械的核心傳動(dòng)部件,其加工處理質(zhì)量直接決定設(shè)備的定位精度和使用壽命。完整的加工處理流程涵蓋材料選擇、熱處理、精密加工和表面處理等多個(gè)關(guān)鍵環(huán)節(jié)。
傳動(dòng)絲桿選材料為合金鋼,其鉻鉬鋁成分能保證氮化處理效果。棒料入廠后需進(jìn)行聲波探傷,確保內(nèi)部無裂紋、夾渣等缺陷。粗加工前進(jìn)行正火處理,加熱至920℃保溫2小時(shí)后空冷,消鍛造應(yīng)力,改了切削性能。
核心熱處理采用離子氮化工藝,在520℃溫度下保溫15-20小時(shí),氮化層深度達(dá)到0.3-0.5mm,表面硬度達(dá)到HV800-1000。氮化后需進(jìn)行去應(yīng)力退火,在300℃下保溫4小時(shí),穩(wěn)定組織狀態(tài),防止后續(xù)加工變形。
螺紋磨削采用單線砂輪成型磨工藝,砂輪線速度控制在35m/s,工件轉(zhuǎn)速根據(jù)導(dǎo)程調(diào)整在0.5-2rpm范圍。每次進(jìn)給量不過0.005mm,經(jīng)過粗磨、半精磨、精磨三道工序,使導(dǎo)程精度達(dá)到0.003mm/300mm,表面粗糙度Ra0.4μm以下。
加工完成后使用百分表檢測(cè)直線度,差部位采用液壓校直機(jī)進(jìn)行冷校直。校直后須進(jìn)行時(shí)效處理,在180℃溫度下保溫12小時(shí),充分釋放內(nèi)應(yīng)力,確保絲桿在長(zhǎng)期使用中保持尺寸穩(wěn)定。
進(jìn)行磷化或鍍硬鉻處理。磷化膜厚度8-12μm,適用于一般環(huán)境;硬鉻鍍層厚度0.01-0.02mm,適用于潮濕工況。處理完成后使用激光干涉儀進(jìn)行全長(zhǎng)精度檢測(cè),確保各項(xiàng)指標(biāo)符合設(shè)計(jì)要求。
通過這套完整的加工處理工藝,傳動(dòng)絲桿能夠?qū)崿F(xiàn)微米級(jí)的傳動(dòng)精度,在數(shù)控機(jī)床、精密測(cè)量設(shè)備等裝備中發(fā)揮關(guān)鍵作用。